 What is Electric Discharge Machining?
What is Electric Discharge Machining?
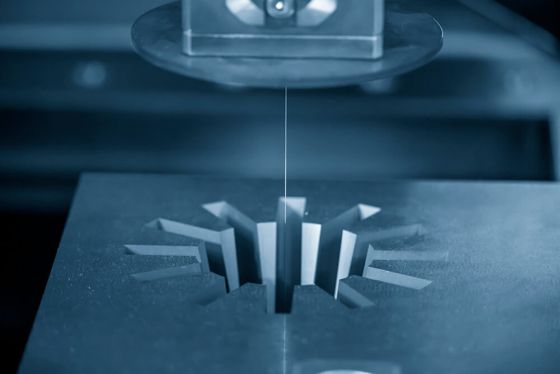
Electric Discharge Machining (EDM) is a machining process that uses electrical sparks to cut through metal material by melting or vaporizing it. This cutting process is achieved by using electrical discharges between two electrodes which are separated by a dielectric liquid and subject to a varying amount of electrical voltage. Wire electrical discharge is a form of machining that is used for creating intricate and precise shapes and contours in parts that may have otherwise been unobtainable from more traditional CNC machining methods. One of the advantages is that EDM is used for machining parts made of materials that are usually difficult to machine with precision and quality control using standard methods, such as heat-treated steels, alloys, and special metals. The EDM process is capable of producing complex shapes with very tight tolerances. It can also machine narrow slots and small holes accurately, making it an invaluable tool for manufacturers and other engineering applications and industries.
Types of EDM
There are three types of EDM cutting processes. These include:
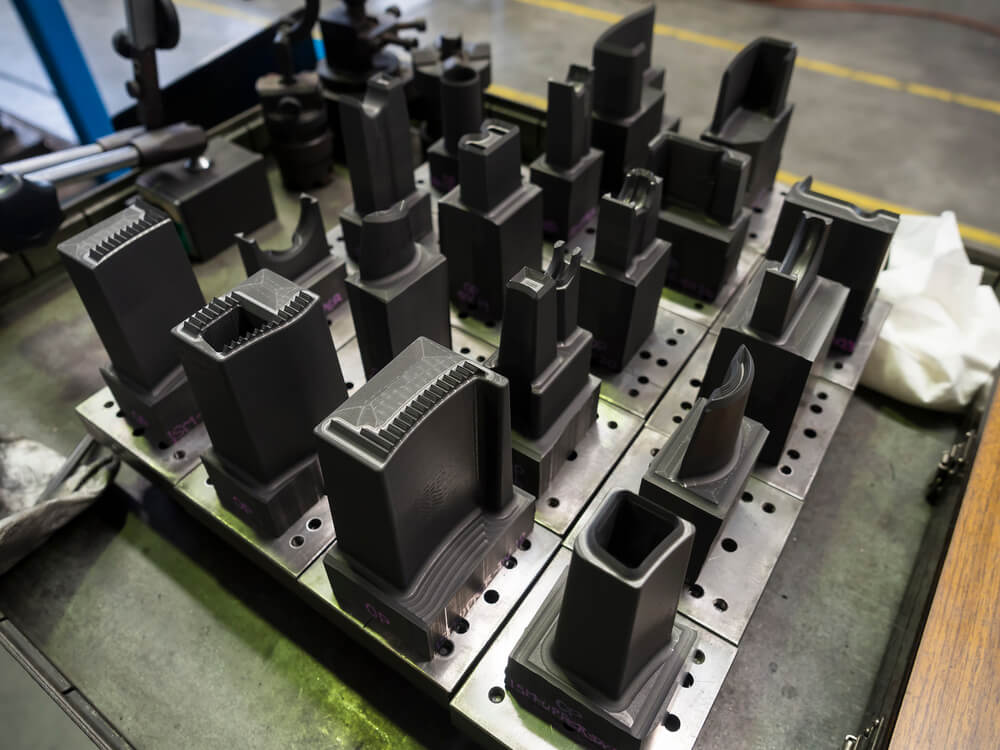
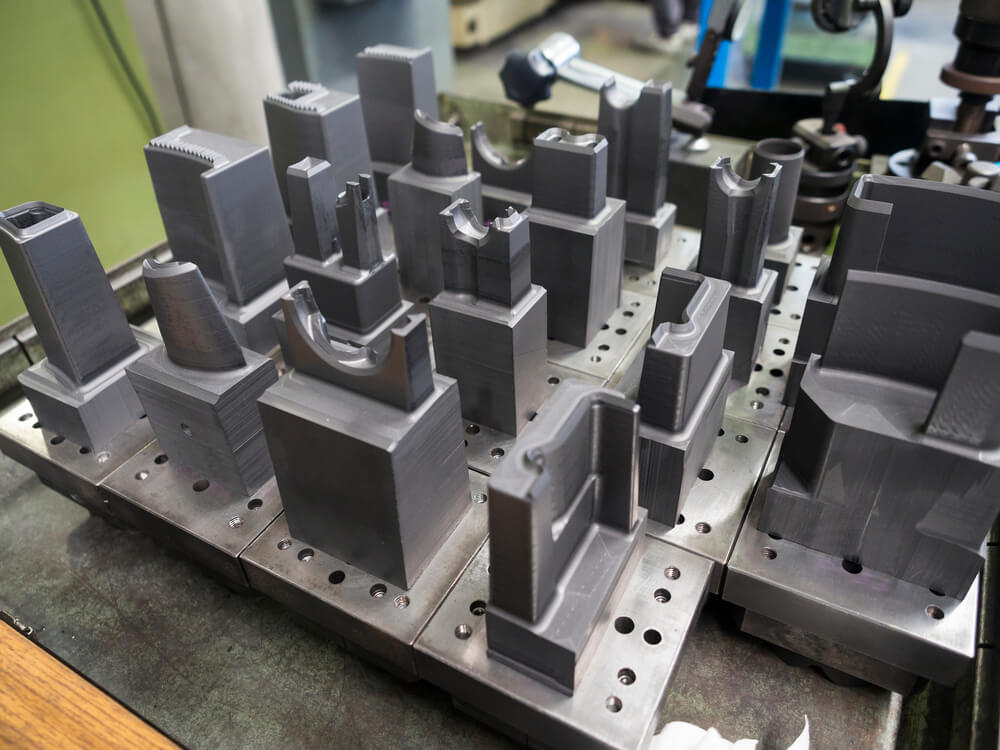
EDM machining equipment and cutting techniques can handle high volumes of steel, aluminum, and other metals with utmost accuracy. EDM machine shops provide EDM services including wire EDM, Die sinking EDM and hole drilling EDM.They make custom parts and metal components. Designing custom parts for EDM is a process that requires precision and accuracy. By utilizing EDM technology, engineers can create complex shapes and features that are not possible with traditional machining methods. EDM allows engineers to create parts that meet exact customer specifications and requirements, while also ensuring a high level of accuracy and quality, making the method an essential tool for engineers and manufacturers who are looking to create precision parts that meet their customer’s needs.

Wire EDM offers some distinct advantages to other processes such as CNC milling. Some of those advantages include:
Wire EDM is a very versatile process that has some traits that make it able to create parts with complex geometries with ease that are difficult to impossible by other machining operations. It also has some limitations that must be taken into consideration when determining if it is the right process for your parts. Some of these limitations include:
5. The wire is no longer usable after one use so the wire needs constant replenishing1. It has a much slower material removal rate than CNC milling
2. Only conductive materials are eligible for machining with wire EDM
3. Slow machining and expensive consumables can make for high machining costs
4. Tight tolerances and fine surface finishes require slow repeat passes increasing machining time
10. Secondary processing may be required to remove the recast layer
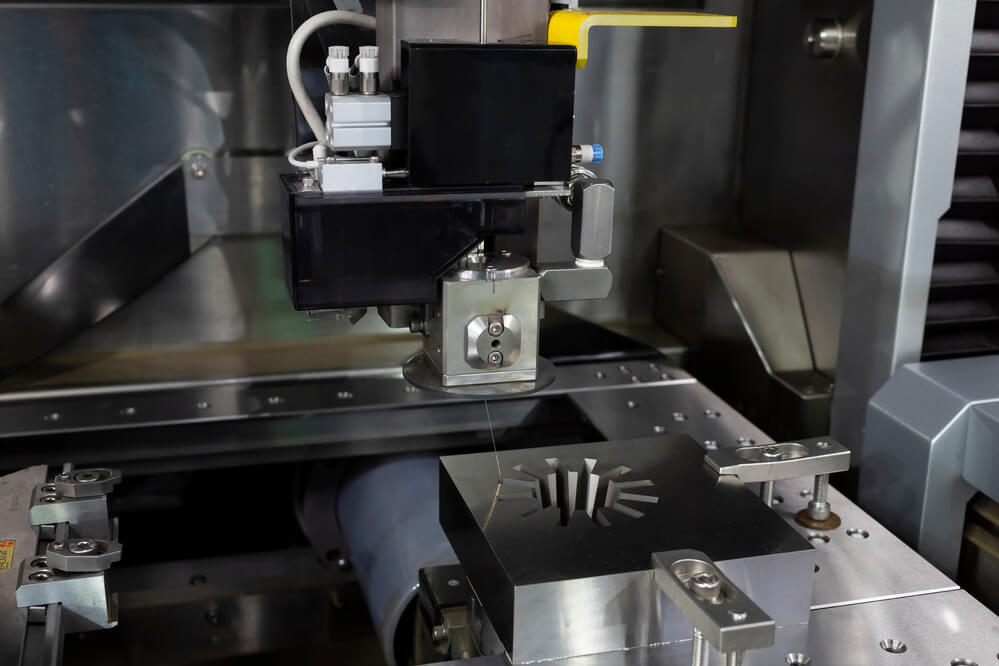
 CNC EDM is a powerful tool used by engineers and manufacturers to create precision parts with accuracy, quality, and a superior finish. This process uses dielectric fluid to erode metal with electrical sparks, allowing for greater control and accuracy than traditional machining methods. CNC EDM works quickly and efficiently, and can be used to create complex shapes and features in parts for a variety of different industries. CNC EDM is available in a range of power and speed settings, allowing manufacturers to customize their design to suit their specific needs and requirements. By utilizing this technology as a tool, manufacturers can reduce the time and effort required to create high-quality parts, allowing them to focus on other areas of the engineering process.
CNC EDM is a powerful tool used by engineers and manufacturers to create precision parts with accuracy, quality, and a superior finish. This process uses dielectric fluid to erode metal with electrical sparks, allowing for greater control and accuracy than traditional machining methods. CNC EDM works quickly and efficiently, and can be used to create complex shapes and features in parts for a variety of different industries. CNC EDM is available in a range of power and speed settings, allowing manufacturers to customize their design to suit their specific needs and requirements. By utilizing this technology as a tool, manufacturers can reduce the time and effort required to create high-quality parts, allowing them to focus on other areas of the engineering process.
 English
English